
HIGH-PERFORMANCE COMPOSITE REPAIR SOLUTION FOR PIPE REINFORCEMENT
| DEFECT TYPE | Subsea caisson reinforcement |
| DETAILS | Sea water caissons (from 920 to 960mm OD) – Calculated pressure 6 bar - Installation temperature 14°C |
| LOCATION | Norway (North sea) |
| 3X PRODUCT | REINFORCEKiT® 4D Subsea (R4D-S) |




OVERVIEW
The objective of the repair, performed by 3X ENGINEERING (3X) and its local distributor FUGLESANGS, was to reinforce 3 subsea caissons damaged by 10 defects at Oseberg South platform, located in the North Sea. These caissons presented notches and holes (holes to be sealed up to 300mm in diameter) caused by corrosion. After inspection and confirmation of corroded defects, temporary patches with metal strips were installed on the holes as emergency solution.
SCOPE OF WORK
Before 3X intervention, divers inspected the 3 caissons to take new measurements of the defects.
According to ISO 24.817 and 3X repair calculations, from 14 to 28 layers of REINFORCEKiT® 4D SUBSEA (composite product specifically dedicated for subsea environment) were determined to repair holes (except at tee location, only 4 layers were recommended). For each defect, a specific design was made according to the caisson’s information and the characteristics of the defect. All calculations were performed again on site to adapt the design of the repairs to the real defects that had evolved since the last inspection. Only holes were repaired using composite wrapping. For notches, primer application was enough.
Underwater preliminary operations were performed. Sea life and temporary metallic patches previously applied were removed prior to surface preparation (surface profile superior to 60µm). This step, performed using grit blasting, is required for a good bonding between the steel and the composite. Water temperature measurements were performed to make sure they met 3X requirements for composite application.
The repair was then performed following 5 main stages:
1. Cleaning of the prepared surface. Due to sea conditions (waves, currents), the dives were not performed continuously waiting for safe conditions. It was therefore necessary to clean and remove the flash corrosion and sea life residues that appeared from the last dives using a metallic brush.
2. Metallic plates application over the holes. Each hole was covered by a metallic plate (previously prepared on-site to fit with defect size) and sealed with F3XUW9 high-performance filler curing underwater using ratchet straps and magnets. After 2 hours of curing, the straps were removed.
3. Primer application over the entire surface to be repaired. The whole areas to be wrapped, including metallic plates, were covered using P3X28 specific primer for subsea use. It will protect the caisson from corrosion and will ensure the bonding between the steel and the composite.
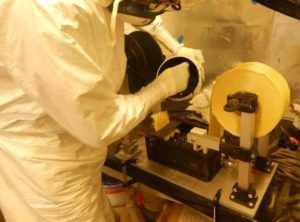
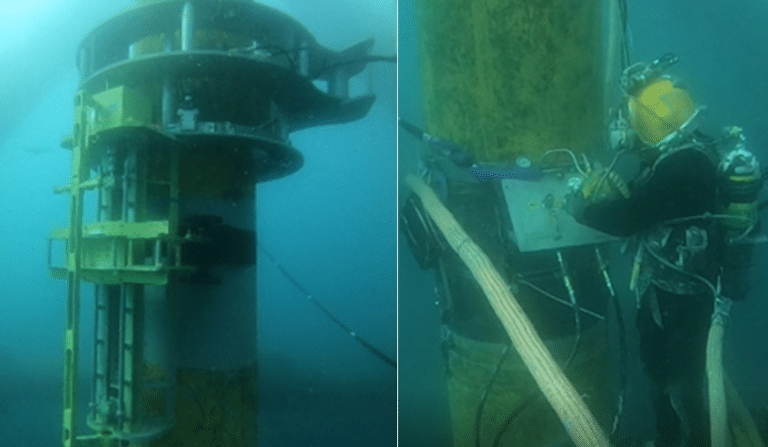
4. Composite wrapping. The wrapping process, using Kevlar® tape impregnated with R3X1050S resin (R4D-S), was performed either with the Tape Wrapping Machine (TWM) or manually by the divers depending on defect location. For straight repairs the TWM was used. For the repairs located on tee, the manual wrapping was preferable. In both ways, Kevlar® tape was wrapped helicoidally around the pipe with 50% covering. The impregnation of the Kevlar® tape with R3X1050S resin was made using BOBiPREG® machine (specific machine designed by 3X that allows a quick and regular impregnation of the tape with the resin before application). The repair length of each defect varied between 780 to 2340mm for a total composite wrapping length of 6800mm.
5. Finalization and validation of the repair. Samples of each filler, primer and resin were taken during installation for quality control. Hardness measurements were performed to check the good curing of the products applied.
RESULTS
The subsea caissons reinforcements were successfully performed using REINFORCEKiT® 4D SUBSEA product.
After- repair inspection concluded the quality of the job performed by 3X and FUGLESANGS teams. This job was a great challenge because it was a first time 3X operated in such particular conditions. The sea water temperature of 14°C was very low compared to other jobs performed previously around the world. 3X wide range of products, the development of specific devices added to the experience of our qualified technicians allowed us to manage with success these specific repairs in difficult conditions.